

Eryone PP-CF is a 20% carbon fibre reinforced polypropylene filament that combines the chemical resistance, flexibility, and low density of PP with the stiffness and dimensional stability of carbon fibre. The result is a tough, lightweight material that resists chemicals, absorbs impacts, and holds up in environments that would degrade most other filaments.
PP-CF is the filament for applications where parts need to survive real-world abuse — automotive components, chemical-resistant housings, waterproof enclosures, and structural parts that need to be both strong and light.
Polypropylene is one of the most widely used plastics in industry — from car bumpers to chemical containers to medical devices. It’s chosen for its unique combination of chemical resistance, fatigue resistance, and low density. Adding 20% carbon fibre to PP addresses its main weakness (low rigidity) while preserving its strengths, creating an engineering filament with a rare set of properties.
PP is inherently resistant to acids, alkalis, solvents, fuels, and most household chemicals. Unlike PETG or nylon, which can be attacked by certain solvents, PP-CF shrugs off chemical exposure that would damage other engineering filaments.
At 0.95–1.01 g/cm³, PP-CF is one of the lightest engineering filaments available — lighter than PETG-CF, PA-CF, PC-CF, and even standard PLA. For weight-sensitive applications like drone components, automotive panels, and portable equipment, PP-CF saves grams without sacrificing performance.
PP excels where other materials crack — repeated flexing, vibration, and sudden impacts. The 25–35% elongation at break means parts bend and absorb energy rather than snapping, making PP-CF ideal for living hinges, snap-fit enclosures, and parts subject to cyclic stress.
PP-CF offers superior chemical resistance and lower weight. PETG-CF is easier to print and doesn’t require PP-specific adhesion solutions.
PP-CF has better chemical resistance, far lower moisture absorption, and lower density. PA-CF offers higher tensile strength and heat resistance. PP-CF wins on chemical environments; PA-CF wins on raw mechanical performance.
PPS-CF handles higher temperatures (238°C vs 85°C) and is the top-tier chemical resistant filament. PP-CF is more flexible, lighter, and more affordable — the practical choice when PPS-level heat resistance isn’t needed.
Polypropylene is notoriously difficult to stick to standard build surfaces. PP adhesive or a dedicated PP build plate is highly recommended. Standard PEI, glass, and textured surfaces will not provide reliable adhesion without surface treatment. Options include PP-specific adhesive applied to your existing build plate, a dedicated PP build plate (polypropylene sheet on your magnetic plate), and packing tape applied to the build surface (budget workaround).
This is the biggest printing challenge with PP-CF — get bed adhesion right and the rest of the print process is straightforward.
Nozzle temperature: 220–240°C
Bed temperature: 60–80°C
Print speed: 30–100 mm/s
Enclosure: required — enclosed printing recommended
Nozzle: hardened steel required — 20% carbon fibre is abrasive
Bed surface: PP adhesive or PP build plate highly recommended
Drying: 50–60°C for 8 hours before use
Automotive components — bumper brackets, interior clips, cable guides
Chemical-resistant enclosures and containers
Waterproof housings and marine components
Lightweight structural parts for drones and RC
Living hinges and snap-fit assemblies that flex repeatedly
Industrial jigs and fixtures in chemical environments
Any application requiring chemical resistance + low weight + impact toughness
| Parameter | Set up |
| Nozzle temperature | 220-240 ℃ |
| Bed temperature | 60-80℃ |
| Bed materia | glass, PEI, spring steel plate |
| Bottom printing temperature | 220-240 ℃ |
| Sealed printing | enclosed printing |
| Printing speed | 30-100mm/s |
| Drying conditions | 50-60℃, 8h |
| Property | Testing Method | Unit | Typical Value |
| Density(g/cm³ at 21.5 ° C) | ASTM D792 (ISO 1183, GB/T 1033) | g/cm³ | 0.95-1.01 |
| Vicat Softening Temperature(° C) | ASTM D1525 (ISO 306 GB/T 1633) | ℃ | 55-63 |
| Heat distortion temperature(° C) | ASTM D648 1.8MPa 0.45MPa | ℃ | 85 |
| Melt Index(g/10 min) | 220 ° C, 10kg 240 ° C, 2.16 kg | g/10min | 12-15 |
| Property | Test conditions | Test standards | unit | Typical Value |
| Tensile strength X-Y | 50mm/min | GB/T 1040.4 | MPa | 50.1 |
| Elastic modulus X-Y | 50mm/min | GB/T 1040.1-2006 | MPa | 1320-1675 |
| Elongation at break X-Y | 50mm/min | GB/T 1040.4 | % | 25-35 |

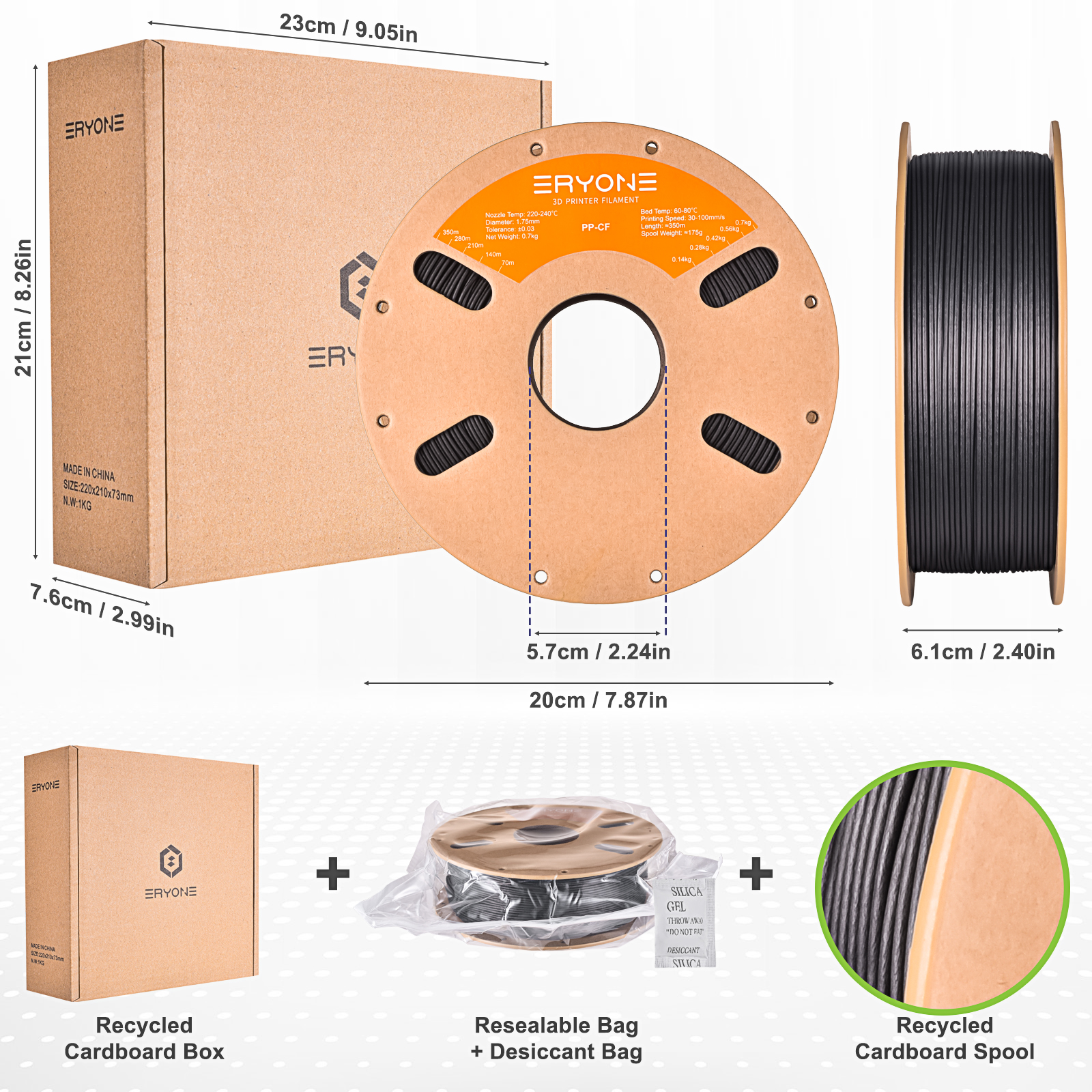
| Weight | 1.1 kg |
|---|---|
| Dimensions | 25 × 25 × 8 cm |


Reviews
There are no reviews yet