
Basic Nylon PA12-CF combines PA12’s low moisture absorption with approximately 15% chopped carbon fibre reinforcement, delivering the strength and stiffness of a structural engineering material without PA6’s notorious drying discipline. If you want carbon-fibre-reinforced nylon performance with a far more forgiving printing experience, PA12-CF is the material to choose.
This is the defining advantage. PA12-CF absorbs moisture at a fraction of the rate of PA6-CF, meaning it stays print-ready for longer, tolerates brief open-air exposure far better, and requires less frequent re-drying. Carbon-fibre-reinforced nylons are already demanding materials — PA12-CF removes one major source of frustration.
Lower moisture sensitivity translates directly into more predictable extrusion, fewer surface defects, and a shorter path to reliable prints — particularly valuable given how expensive failed prints are with a premium reinforced filament.
PA12-CF delivers the same category of strength, stiffness, and dimensional stability that carbon fibre reinforcement provides in PA6-CF, along with the matte black finish and vibration damping characteristic of CF-filled nylons. Nylon’s fatigue resistance and oil/grease resistance remain intact.
The 15% carbon fibre content is highly abrasive and will wear a standard brass nozzle quickly. A hardened steel nozzle is required for reliable use. A 0.6mm nozzle is recommended over 0.4mm to reduce clogging risk on longer prints.
While far more forgiving than PA6-CF, PA12-CF still benefits from drying before printing sessions for optimal results — particularly after extended storage or open-air exposure.
Nozzle temperature: 260–300°C — requires an all-metal hotend rated for these temperatures
Bed temperature: 100–120°C — PA-specific adhesive or garolite surface recommended
Print speed: 50–200 mm/s
Enclosure: recommended — reduces warping on larger parts
Nozzle: hardened steel required — 0.6mm recommended for reliability
Drying: 75–100°C for 6+ hours before printing for optimal results
Structural brackets, mounts, and load-bearing components requiring dimensional consistency
Drone frames and RC chassis parts requiring stiffness with impact tolerance
Jigs, fixtures, and tooling in workshop or manufacturing environments
Functional prototypes simulating high-performance engineering thermoplastics
Components exposed to oils, fuels, and greases needing structural rigidity
Any application where PA6-CF’s moisture sensitivity has been a practical obstacle
Low moisture absorption — significantly easier to store and print reliably. Best for users who want carbon-fibre nylon performance without PA6’s strict drying requirements.
Higher moisture sensitivity — requires strict drying discipline. Best for users comfortable managing nylon’s moisture requirements.
Both deliver genuine carbon-fibre-reinforced nylon strength — the choice comes down to how much drying discipline you’re willing to maintain.
Filament Specifications
| Material | PA12 (Nylon 12) + CF |
| Filament Net Weight | 1Kg |
| Filament Diameter | 1.75mm ±0.05mm |
| Spool | Cardboard |
| Spool Weight (Empty) | 185g |
| Spool Weight (w/ Filament) | 1.185Kg |
| Package Weight (Spool + Box) | 1.4Kg |
| Package Dimensions | 205x215x70mm |
Print Recommendations
| Print Temperature | 260-300°C |
| Bed Temperature | 100-120°C |
| Print Speed | 50 – 200 mm/s |
Drying Recommendation
| Drying Temp | 75-100° C |
| Drying Time | 6+ Hours |
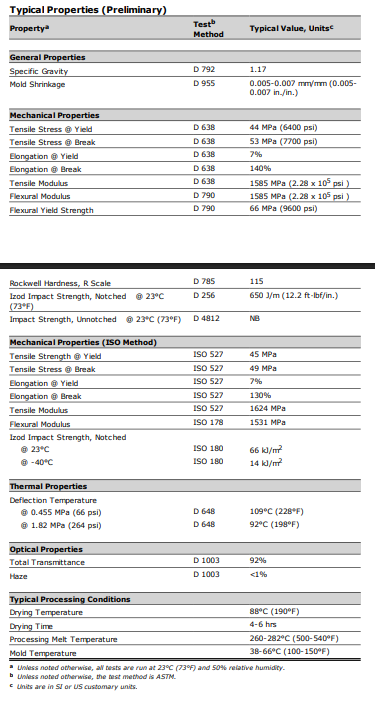
Manufacturer Data Sheet
| Weight | 1.4 kg |
|---|---|
| Dimensions | 22 × 21 × 7 cm |
| brand | Unbranded |
| type | Filament |




Reviews
There are no reviews yet